皆様、こんにちは。
前回の続きになります。
コードバンがレーデルオガワさんにてどのように加工されているのか
その工程を拝見させていただきましたのでざっくりと
ご紹介していきたいと思います。
まずは、原皮について。
これは食文化の発達している国々(フランス、スペイン、ポーランドが主)
からの輸入が大半を占めるそうです。
国内調達は微量ではありますがやはり熊本、あと青森だそうです。
その原皮を世界屈指のコードバンタンナー、姫路の新喜皮革にて
ミモザタンニン100%のピット槽に漬け込み、じっくり鞣されたもの
がベースとなります。

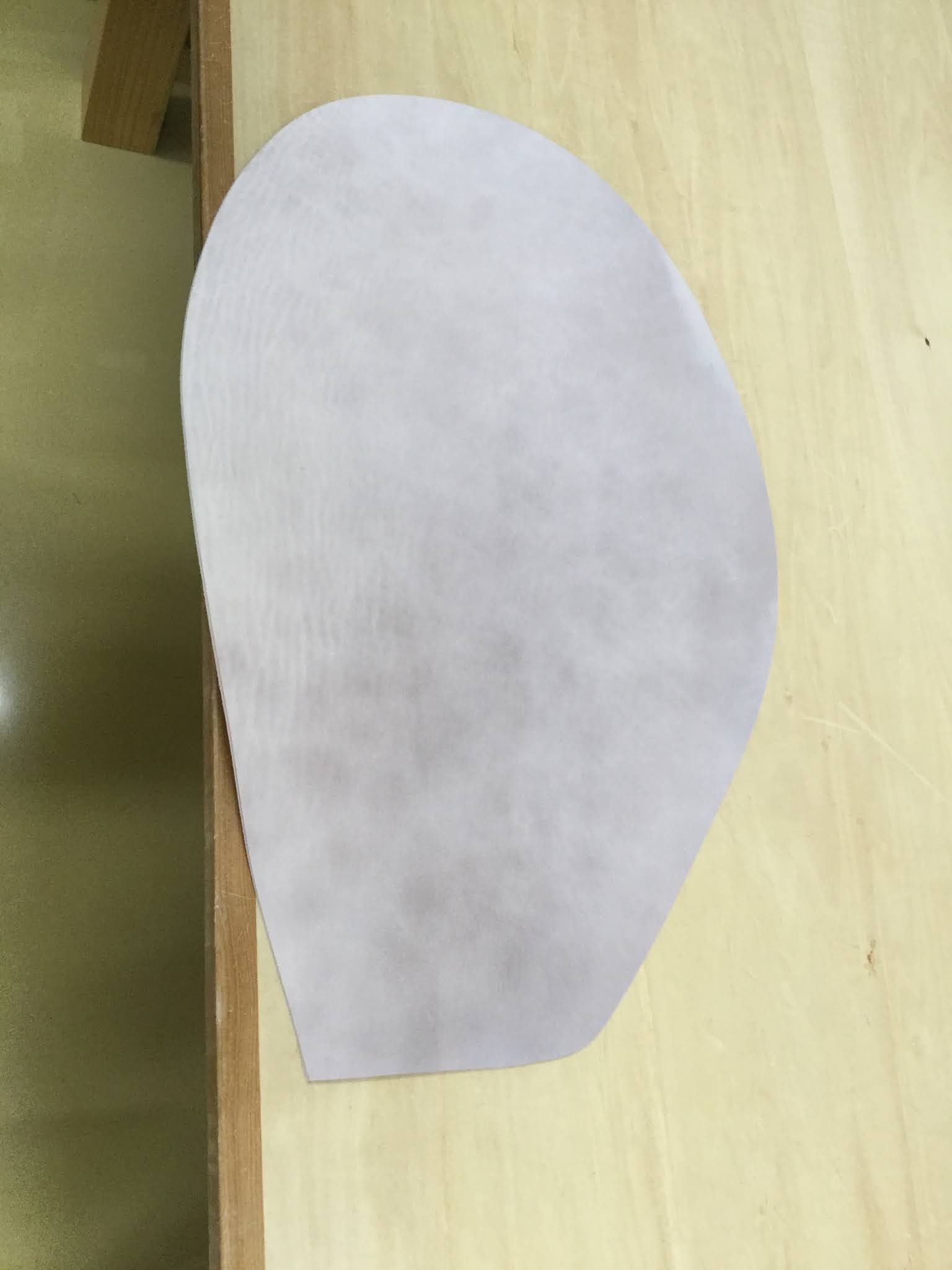
写真は新喜皮革より入荷してきた状態のコードバンの加工前の状態。これをクラストともいいます。
トンボ掛けしたグラウンドのような模様が入っている面がカネ面(裏面)で、
この面を削ってコードバン層を表出させるわけです。
このクラストを原材料としてレーデルオガワでの加工が始まるわけですが、
最初の工程は油入れ、伸ばしです。


乾燥が終わると、次が削り出しです。
カネ面を熟練の職人さんが足踏みサンダーで削り出していきます。
コードバン層は約1㎜程度でクラストの中の限られた部分にしか存在しません。
非常に重要な工程です。

そしてコードバン層が表出すると周りの余分な部分(ザラ)を切り取ります。
ここまで完了するとこんな感じです。
え??ちっさ!!
大体メガネ(削り出す前の革の形状がメガネみたいなのでそう呼ばれる)から
この大きさのコードバン層が2枚取れます。この時点で手触りはツルスベです。
クラストが"メガネ”なら削り出したコードバン層はイメージ的には"レンズ”か。。。2枚取れるし。。。。
しかしレンズとは誰も呼ばない。。。。。ひらめいちゃった??いっそ名付けてしまおうか? レンズ!!!
基本薄型だぜい。削ったあとだし。。。。
コホン、えー、この次が削り出した繊維を寝かしつける作業、グレージングです。
このあたりは肝になる工程でコードバン特有の工程かと思います。
作業にあたるのは代表取締役の小川さん。
先端に瑪瑙(メノウ)のついた機械で表面の繊維を
一方向に寝かしつけていきます。
瑪瑙は約50~60℃に熱しているそうです。
みるみるうちにツヤが!!これぞ鏡面仕上げですね。
この次がいよいよレーデルオガワが最も得意とする染色、アニリン染めです。
アニリンは合成染料の一種ですが、先代の三郎氏が
独自に研究に研究を重ね編み出した
唯一無二、レーデルオガワオリジナルの染色方法です。
これは完全非公開で門外不出の工程だそうです。

染色後のコードバン。
「透き通る色」。。矛盾しているように聞こえますが、
この革を表現するには最適の表現かと思います。
染色したことがある私は、渋鞣しの革で色を美しく出すのがいかに難しいかを
ある程度知っています。
多くのタンナーは美しい色を染色ではなかなか出せないがために、
表面に色を"乗せる”んです。いわゆる顔料塗布ですね。
それはそれで発色の美しさや革表面の強度を与えます。
反面、革本来の質感は顔料を"乗せた"分だけほんの少し
伝わりにくくなってしまう側面もあります。
このレーデルオガワのコードバンの透明感が醸し出す凛とした美しさは、
発色の美しさ、コードバン特有の質感を高い次元で併せ持ったまさに
「革のダイヤモンド」!
明らかに格が違います。
梱包や出荷にも気を配っているそうで、可能な地域は基本
配達されているともおっしゃってました。
梱包もあまり見たことのない梱包。。。
傷がつきやすいので細心の注意を払っている証です。
いかがでしたか?今回私自身コードバンという革を深く知ることができ、
大変意義のある訪問になったなあと感じております。
お取り組みに向けても粛々と進行していきたいと思っております。
こちらも乞うご期待!!!
レーデルオガワの小川社長、飛田専務、この度はどこの馬の骨かわからない
私を快く受け入れてくださり誠にありがとうございました。
心より感謝申し上げます。
それでは今日はこの辺で。
管理人Y



